Development of low-cost CO2 separation technology
NIPPON STEEL CORPORATION
CO2 Capture reaction of catalyst
Outline
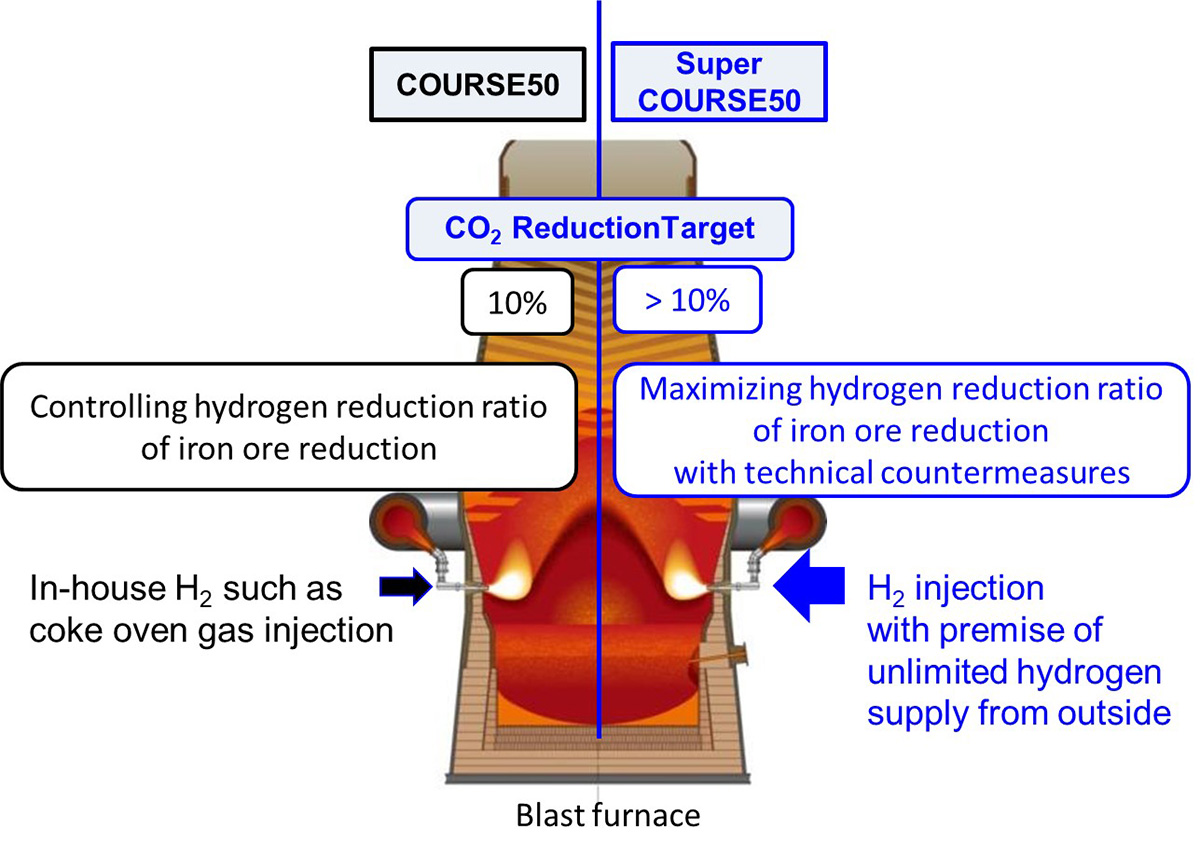
COURSE50 aims at developing technologies to reduce CO2 emissions by approximately 30% through suppression of CO2 emissions from blast furnaces (10%) as well as capture of CO2 from blast furnace gas (20%). Chemical absorption using an aqueous amine solution is currently one of the most promising technologies to capture CO2 from large point exhaust gas streams. Because CO2 capture technology is common to both CCS and CCU, it is highly demanded to reduce the capture cost, the majority of which arises from absorbent regeneration. Therefore, it is essential to reduce the energy consumption due to absorbent regeneration by developing new absorbents with preferred features. To this end, we develop novel absorbents that employ non-aqueous solvents and efficient catalysts.
Description
a) Goal in our challenge
The majority of CO2 capture cost arises from the energy required for absorbent regeneration, i.e. the release of CO2 from the absorbent. Therefore, it is essential to reduce the regeneration energy by developing new absorbents with preferred features. In our preceding investigations, we have successfully developed high-performance aqueous absorbents that could reduce the energy consumption for CO2 separation to 2.3 GJ/t-CO2. On the basis of these investigations, we continue our research to further reduce the energy consumption to 1.6 GJ/t-CO2.
b) Issues to our goal
The regeneration energy consists of sensible heat and reaction energy. In order to reduce the former, we examine the effects of non-aqueous solvents that have lower specific heat than water. Since reducing reaction heat is usually accompanied by lower absorption rate, it is essential to circumvent such trade-off relationship to develop high-performance absorbents.
c) Our advantage and action
To this end, we develop novel catalysts that are effective for practical absorbents containing highly concentrated amines. By using catalysts we can utilize absorbents that have relatively lower reactivity toward CO2, and hence, can be regenerated with lower energy consumption at the lower temperature.
d) Effects of our challenge
By using our absorbents, we will be able to separate CO2 from flue gases at the cost of less than 2,000 yen/t- CO2.
Partner(s)
COURSE50, Research Institute of Innovative Technology for the Earth (RITE), METI, JISF, Nippon Steel Engineering
Other Innovation Challenges

CO2 uptake and carbon storage as blue carbon by utilizing steel slag
NIPPON STEEL CORPORATION

Contributing the hydrogen infrastructure formation by spreading usage of the specialized steel for hydrogen station
NIPPON STEEL CORPORATION

Development and dissemination of Eco ProductsTM that contribute to reductions in CO2 emissions at the point of product use
NIPPON STEEL CORPORATION
Development of CO2 emission reduction technology using hydrogen in blast furnace steelmaking
NIPPON STEEL CORPORATION
Development of Hydrogen Steelmaking Process for Zero Emission
NIPPON STEEL CORPORATION
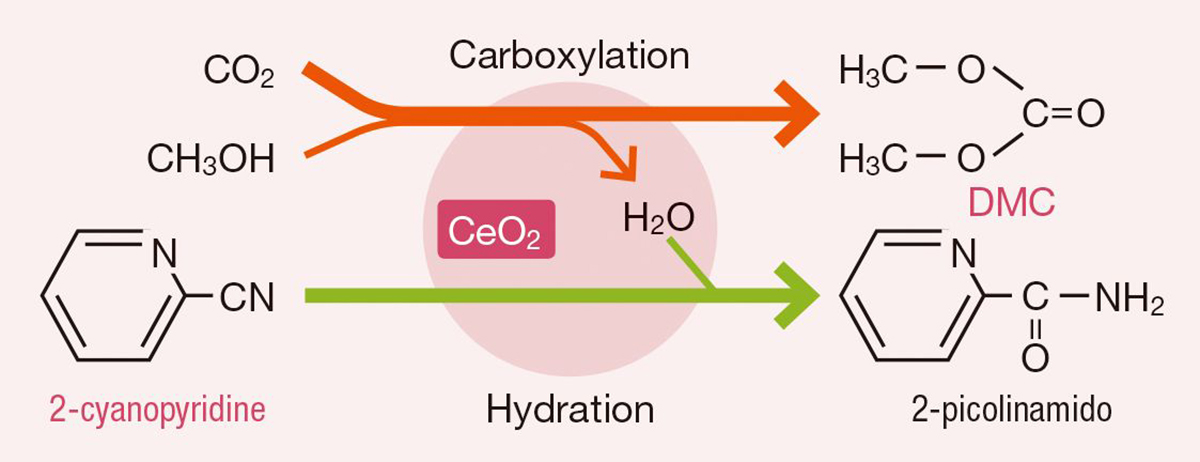
Establishment of dimethyl carbonate (DMC) production method using CO2 as raw material
NIPPON STEEL CORPORATION
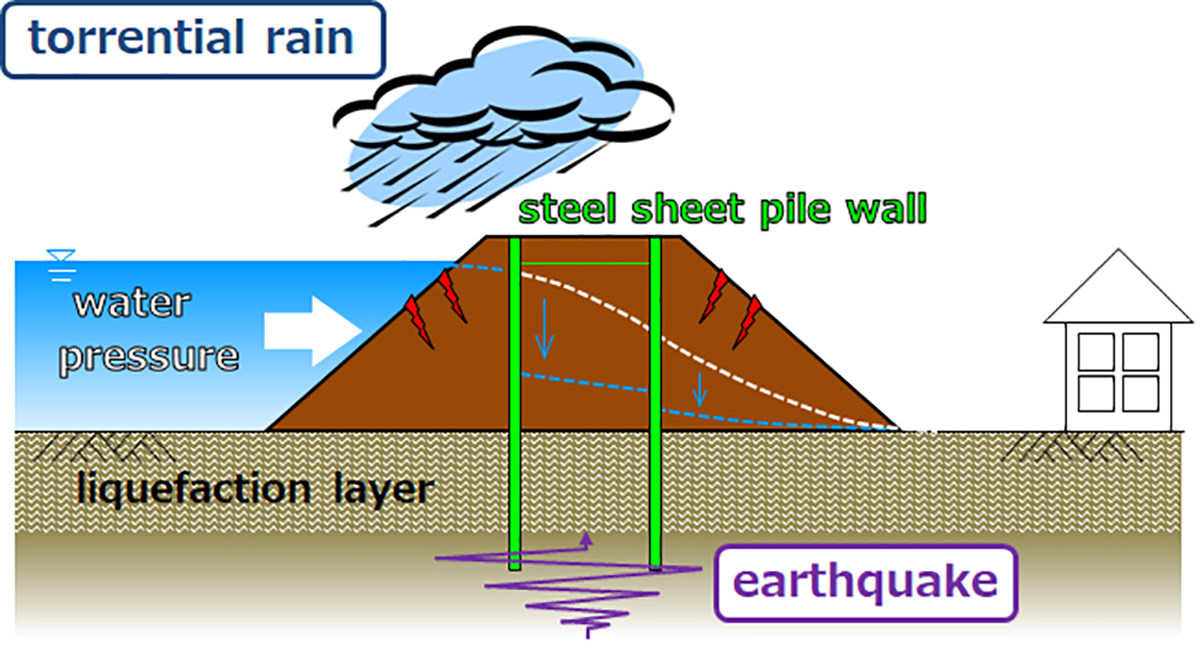
Provision of solutions for “National Resilience” aimed at adaptation to climate change
NIPPON STEEL CORPORATION
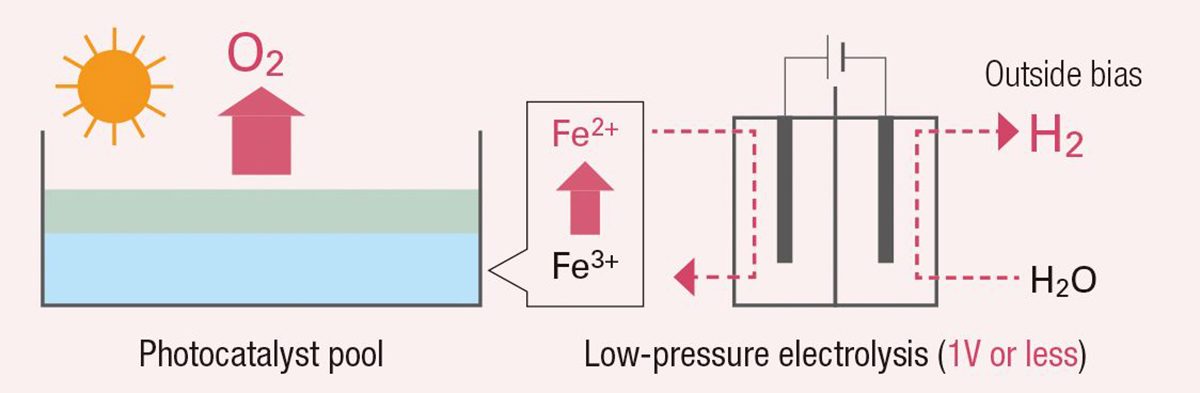
Zero emission hydrogen production technology by artificial photosynthesis
NIPPON STEEL CORPORATION
Similar Innovation Challenges

Accelarating the penetration of renewable energy resources with “Open Energy System”
Sony Group Corporation
Achieving net-zero carbon emissions from plant factories using full artificial lighting
Taikisha Ltd.

Advanced technology for buildings providing energy-saving and comfortable indoor environment (under Net Zero Energy condition)
Mitsubishi Electric Corporation
AI control reduces base station power consumption by up to 50%
KDDI CORPORATION